-
ЭЛЕКТРОСВАРОЧНОЕ ОБОРУДОВАНИЕ ОТ КОМПАНИИ "ВСЁ ДЛЯ СВАРКИ"
25 лет опыта в продаже сварочного оборудования - доверьтесь профессионалам!
ПЕРЕЙТИ В КАТАЛОГ -
ШИРОКИЙ АССОРТИМЕНТ ОСНАСТКИ И МАТЕРИАЛОВ ДЛЯ СВАРОЧНЫХ РАБОТ
Только проверенные бренды и производители - гарантия качества и надежности!
ПЕРЕЙТИ В КАТАЛОГ -
Рады представить Вам новый аппарат GROVERS WSME-200 LCD FC/DC PULSE !!!!!!!!!!!
· Большой цветной 3,5’’ LCD экран;
· Новые режимы работы для более высоких качества и точности сварки;
· Все характеристики для работы в суровых условиях;
· Цифровая горелка WP26-4m с регулировкой тока в комплекте;
ПЕРЕЙТИ В КАТАЛОГ
:format(webp):no_upscale()/s2.siteapi.org/b0e92072820443c/img/ne9brn1m75co0s48soo40ocs0o4wsg "ЭЛЕКТРОСВАРОЧНОЕ ОБОРУДОВАНИЕ")
:format(webp):no_upscale()/s2.siteapi.org/b0e92072820443c/img/m2be4vjut1ws8skg84cws80wkwgcs4 "МАТЕРИАЛЫ ДЛЯ СВАРОЧНЫХ РАБОТ")
:format(webp):no_upscale()/s2.siteapi.org/b0e92072820443c/img/2cqu40wckqckw044gkkc4ww8kss8w8 "ГАЗОПЛАМЕННОЕ ОБОРУДОВАНИЕ")
:format(webp):no_upscale()/s2.siteapi.org/b0e92072820443c/img/4moqvxu5ugw04og0ogkk88sg0o4o0w "КОМПРЕССОРЫ")
:format(webp):no_upscale()/s2.siteapi.org/b0e92072820443c/img/smejscjrxk0go48kcscsog40sc4og8 "ЩЁТКИ ДЛЯ ЗАЧИСТКИ МЕТАЛЛА")
:format(webp):no_upscale()/s2.siteapi.org/b0e92072820443c/img/5xnettb15y0ws4ogcggg0csogwcs8k "СРЕДСТВА ЗАЩИТЫ")
:format(webp):no_upscale()/s2.siteapi.org/b0e92072820443c/img/7s2qc09arssgs4ssswwsko8g80gosk "ЭЛЕКТРОПЕЧИ ДЛЯ ПРОКАЛКИ ЭЛЕКТРОДОВ")
:format(webp):no_upscale()/s2.siteapi.org/b0e92072820443c/img/d02jdwxykrkgw00s0cgkww04cw0o44 "ГОРЕЛКИ")
:format(webp):no_upscale()/s2.siteapi.org/b0e92072820443c/img/c5gjbxs95v4swsss8sgcwg8co0cgc0 "АКСЕССУАРЫ")
:format(webp):no_upscale()/s2.siteapi.org/b0e92072820443c/img/tholhsyulu884sg0owskg4cco8k8w4 "ЖИДКОСТИ")
:format(webp):no_upscale()/s2.siteapi.org/b0e92072820443c/img/ng4886bjxa8w0kkck4c0084s8wg88o "МАШИНЫ ТЕРМИЧЕСКОЙ РЕЗКИ МЕТАЛЛА (газорезательные)")
:format(webp):no_upscale()/s2.siteapi.org/b0e92072820443c/img/gnaz0q4ljxcg8o8k8cg48swcg0s0kk "Туристическое оборудование")
:format(webp):no_upscale()/s2.siteapi.org/b0e92072820443c/img/nyv8f24lwmos0wwo4ksowo4wckkokw "РАСПРОДАЖА")
:format(webp):no_upscale()/s2.siteapi.org/b0e92072820443c/img/q40anwv33eskkoc44o88sooc8cgss8 "ПРИПОИ")
"ТЕХНОСВАР"
-
"25 лет опыта в продаже сварочного оборудования - доверьтесь профессионалам!
-
Профессиональная консультация по выбору оборудования - делайте правильный выбор с нами!
-
Полное видео сопровождение товара - убедитесь в его качестве на деле!
-
Эксклюзивные акции и скидки для частников и организаций - экономьте на покупке сварочного оборудования!
-
1 кг электродов и сварочные перчатки в подарок!
При покупке сварочного инвертора вы получите в подарок 1 кг электродов и сварочные перчатки!
-
5 кг сварочной проволоки в подарок!
При покупке сварочного полуавтомата вы получаете в подарок 5 кг сварочной проволоки!
Интересная статья
Как влияет циклограмма на процесс настройки аппаратов TIG?
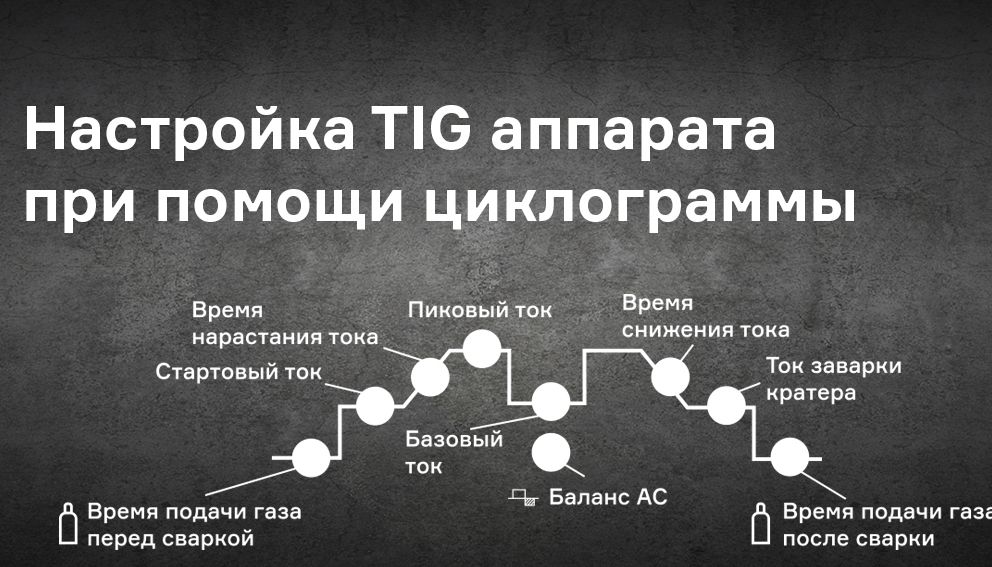
Как влияет циклограмма на процесс настройки аппаратов TIG?
Сварка — это технологический процесс, в котором необходимо учитывать большое количество параметров и факторов. Наибольший контроль за сварочными характеристиками необходим при аргонодуговой сварке TIG неплавящимся электродом в среде защитных инертных газов. Поэтому для упрощения контроля за рядом параметров в сварочных инверторах используется циклограмма.
С помощью циклограммы сварщик задает необходимые параметры сварки, чтобы процесс не вызывал сложностей, а также для предотвращения различных дефектов. Рассмотрим циклограмму сварочного аппарата ПТК МАСТЕР TIG 200 P AC/DC D92.
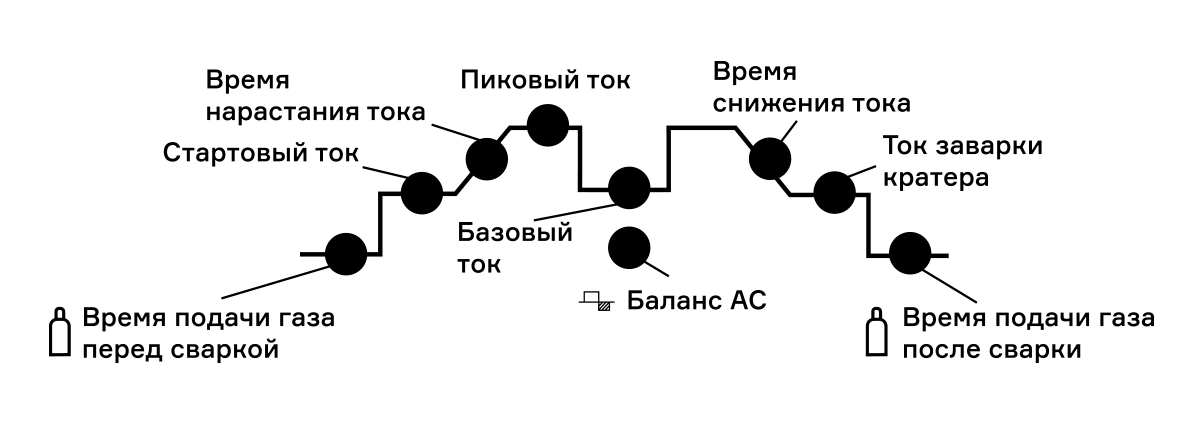
Каждый параметр циклограммы важен, поэтому для получения качественных сварных соединений необходимо понимать, для чего он нужен и как его настроить. Давайте поподробнее разберем каждый из них.
Время подачи газа перед сваркой
Это параметр, при котором увеличивается время задержки срабатывания высокочастотного осциллятора, при этом газовый клапан в аппарате находится в открытом положении, тем самым подавая защитный газ в горелку. Обычно имеет диапазон регулировки от 0,1 до 10–15 секунд. Регулировка этого параметра позволяет выгнать из всех каналов аргонодуговой горелки лишний кислород для того, чтобы он не попал в зону сварки и не наполнил сварочный шов парами, т.к. инертные газы тяжелее воздуха и вытесняют кислород из зоны сварки.
Совет. Рекомендованное значение времени подачи газа от 1,0 до 2,0 секунд. Этого вполне достаточно, чтобы выгнать воздух из всех каналов и не расходовать защитный газ понапрасну.